Pré-visualização parcial do texto
Baixe Fundamentos da usinagem tupy e outras Notas de estudo em PDF para Cultura, somente na Docsity!
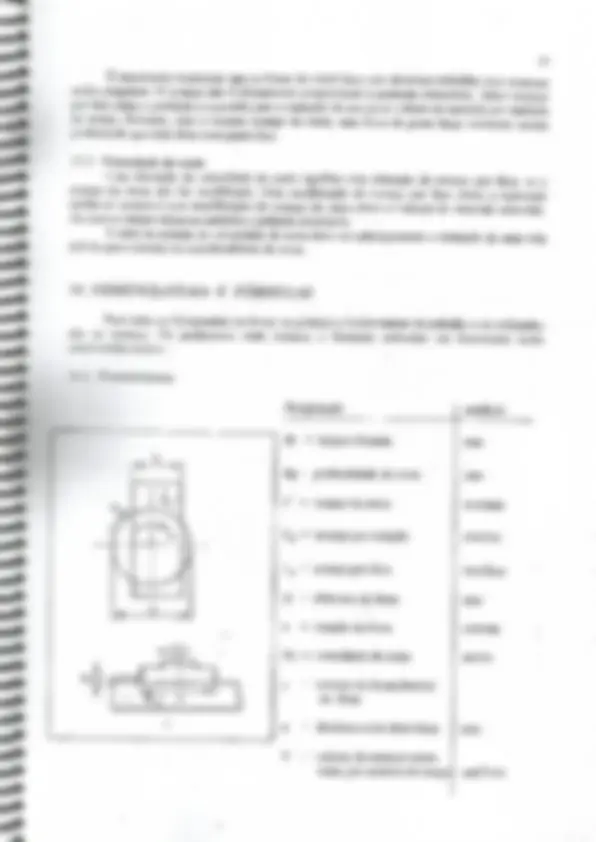
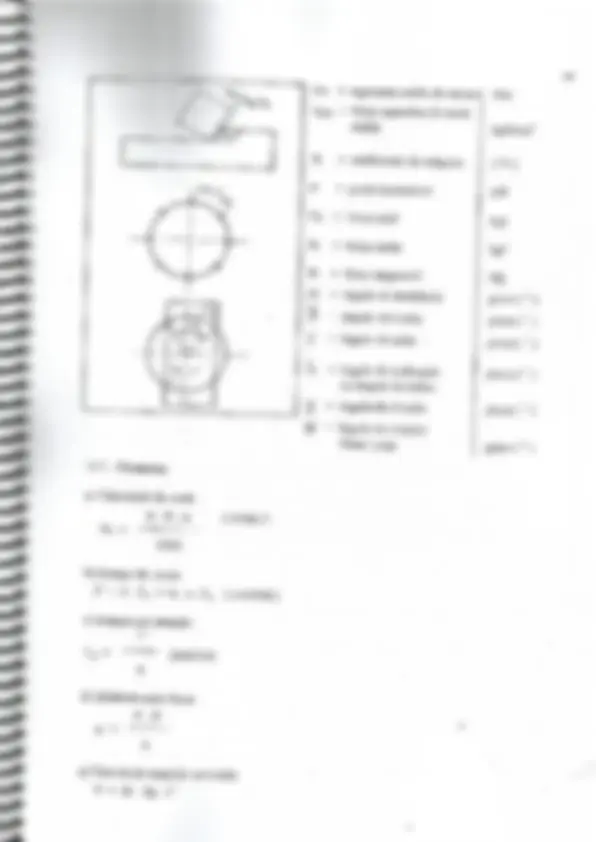
e : ai) | EM RAR A as e NS E E a E | Voa Es Ra OCIEDADE EDECACIONAL DE SANTA CATARINA oral a q antmedora de ESCOLA TÉCNICA TUPY IO Esc a É E] gs ES “ao ç nl SS à Apostila elaborada pelo Rrof. Rogélio P. Luetke Revisada pelos Professores Seldlsé Luiz&Schmitt ! NJ RA sso “tp e A Ro! N im NU EN PAS a AM NRO Ea e h E v? É RE as Ni y pa ÉR TA Joinville, Abril de 199, pd EN 2422110222210122200142 2222302812 22700444 0000, | INTRODUÇÃO ÀS MÁQUINAS Ate ceceersaaçes SUMÁRIO ...05 2. MOVIMENTOS DE UMA MÁQUINA-FERRAMENTA... ssa ces OS 2.1 - Movimento principal de corte 22 - Movimento de avanço 2.3 - Movimento de profundidade de corte 3. GEOMETRIA DAS FERRAMENTAS DE CORTE... semen OG 31- Ângulos da ferramenta Sia 33- 4. MATERIAIS PARA FERRAMENTAS DE USINAGEM... Angulos efetivos ou de trabalho Funções e influências dos principais ângulos das ferramentas... 8a oe 3.3.1 - Ângulo de incidência 33.2- Ângulo de saída 333- Ângulo de cunha 3.34 - Angulo de direção do gume 3.3.5 - Angulo de inclinação E ON os 4.1 - Classificação dos materiais para ferramentas de corte 4.2 - Aços carbono 4.3 - Aços rápidos comuns 44 - Aços rápidos com cobalto... io 09 4.5 - Ligas fundidas 4.6 - Cerâmicas 4.6.1 - Vantagens da aplicação da cerâmica como ferramenta de corte 4.6.2 - Desvantagens na aplicação da cerâmica... I0 4.6.3 - Cerâmicas mistas 4.7 - Nitreto de boro cristalino cúbico (CBN) 4.8 - Diamantes... aotasiEsesersss vapuerrragartat 4.9 - Carbonetos sinterizados (metal duro ) 4.9.1 - Processo de fabricação do metal duro... 4.9.2 - Classificação dos metais duros ( conforme ISO ) 4.9.3 - Pastilhas intercambiáveis... RR 4.9.4 - Suportes intercambiáveis 5. DESGASTES E AVARIAS DE FERRAMENTAS... a . As 5.1 - Tipos de desgastes e avarias ( torneamento ). a . 4 5.2 - Causas e recomendações para minimização dos despastes e avarias das , ferramentas... à DEN | 11. SELEÇÃO DA FRESA......... 11.1 - Fresas de facear 11,2: Fregasdedisco; co oansges ini-SMESSASISASNS Iara deao case renameanneto la Shoah Sopa a 11.3 - Fresas de topo 12. DESGASTES É AVARIAS DOS GUMES.................i ss riernearenieaariaeecamenenaras 40 12.1 - Esforços e variações de temperatura 12.2 - Tipos de desgastes 12.2.1 - Quebras 12.2.2 - Lascamento 12.2.3 - Deformação plástica... 12.2.4 - Desgaste frontal ade RN pec rá reli ta ENREDO 0 pe DR SA 42 12.2.6 - Gume postiço BUDADOSIDECNETE A inerente a 42 13.1 - Profundidade de corte 3.2 - Avanço já 3,3 » Velocidade de CORE, a sissanssasia stogasasia a frenangane voçe PER E 14. NOMENCLATURA E FÓRMULAS... Epi e tados nd 14.1 - Nomenclatura TAZ EOTIDIagE OS a isa copo cas at seca Tipo pa perna 2 para ea o ag 15. POTÊNCIA NECESSÁRIA.. 15.1 - Fórmula para o cálculo da potêr ia 15.2 - Força específica de corte média” 15.3 - Exemplo de cálculo da espessura média do cavaco.. 15.4 - Determinação da força específica de corte para diverso materiais 15.4.1 - Correção da força específica para diversos ângulos... ; 15.4.2 - Correção da força específica para diversas espessuras médias dos cavacos 15.5 - Exemplo para o cálculo da potência necessária.............iiiiiiies 50 ANEXOS.......... REFERÊNCIAS BIBLIOGRÁFICAS wa 1 INTRODUÇÃO ÀS MÁQUINAS - Maquinas simples 4 alavancas, roldanas, polias, plano inclinado ) / ne , a motores têmicos, hidráulicos: SE ON (em de trabalho ( guindastes, bombas, a AN RT PS - Máquinas compostas máquinas Lêxteis, agrárias e de embalagens ) / MÁQUINAS ii po ii a E ” - máquinas com levantamento de cavaco (tomos, centros de torneamento, plainas, furadeiras, fresadoras, mandriladoras, centros de usinagem, retificadoras, EDM, serras, brochadeiras, etc) - máquinas ferramenta - máquinas sem levantamento de cavaco (prensas, estampos, tesouras, guilhotinas) Ed " - 2 MOVIMENTOS DE UMA MÁQUINA-FERRAMENTA = Conforme o processo de usinagem, a ferramenta e a peça devem movimentar-se de uma certa forma, uma em relação a outra. Todos os movimentos, direções de movimentos [5 velocidades são definidas relativamente à peça. Assim temos : RT TO PELA Peça du A FOI menkh RADAR Es : Na LPs fora 2.1 - Movimento principal de corte => IMC to oRTE É tão fogao) OR 2.2 - Movimento de avanço mam ltmmou MllimenTo entro Peça 6 Colht 2.3 - Movimento de profundidade de corte => Listão Pofumnigane Urbe (Uta mos B Fig. 1 - Movimentos em uma máquina-ferramenta 3.3 - Funções e Influências dos Principais Ângulos das Ferramentas & [A Ea 331- Ângulo de incidência (& )/= (Lem a função princi =. e a superficie de incidência da ferraménta, permitindo que o gume penetre no material e corte = E EE pac RPE TT qr E E j 5 <= livremente 3Se o ângulo de incidênciaslor muito pequeno, pcorrg aumento do-girito contra a peça EE sobreaquecimento da ferramentas; Angulo de incidência ) demasiadamente q grande, tende a AALLL DL] enfraquecer O gume da, ferramenta, A grandeza do ângulo de incidência depende principalmente dos seguintes fatores : b e Resistência do material da ferramenta; 3.3.2 - Ângulo de saída ( Y)> E um dos ângulos mais importantes da ferramenta, pois influi decisivamente na força e na potência necessária ao corte, no acabamento da superficiê Z nada e no. calor gerado; Quanto-menor o ângulo.de saída, maior a potência necessária ao corte, A pra gondii pao de saída muito grande tende a reduzir a resistência da ferramenta, Em ” princípio, o > Ângido de Sama do cavaco deveria ser o maior possivel, pois isto determina uma Age ce fácil do cavaco. Porém, a determinação do ângulo de saída, depende dos seguintes | faróres e Resistência do material da ferramenta de corte; N, LAILA ALLA f » Resistência e dureza do material da peça a usinar; QuunSos SA Quantidade de calor gerado pelo corte; e Aumento da velocidade de avanço. 3.3.3 - Ângulo de cunha (B ) =» Ex o dimensi o dos ângilos de incidência e de saída. Tem influência diret Ma fm a Ee f / po E, ; 3.3.4 - Ângulo de direção do gume (%)— Este ângulo produz uma força passiva na ferramenta, o que muitas vezes reduz a vibração; € influi também na direção de saída do cavaco. ho) emprego dé um ângulo de posição menor do que 90º diminui a espessura do cavaco e aumenta o comprimentá atuante do gume. Ocorre ainda, aumento do ângulo de quina da ferramenta, aumentando sua resistência mecânica e a dissipação do calor. 3.3.5 - Ângulo de inclinação (À, ) = Tem as seguintes funções : : e Controlar =»direção de saída dos cavacos; / I 9 »e" Proteger a quina da ferramenta contra impactos; e e Atenuar vibrações. iii ada DD id; q á q á q & é 4 € q a da a Em (á o o ii, SE 2 RD E DS e a 4 4 MATERIAIS PARA FERRAMENTAS DE USINAGEM 57] Para que um determinado material possa ser utilizado como ferramenta de corte, deverá apresentar as seguintes características básicas : fe Elevada dureza a frio ( bem superior da peça a usinar ); '* Elevada dureza a quente; 's Tenacidade para resistir aos esforços de corte e impacto; |» Resistência à abrasão; cu (+ Estabilidade química; le Facilidade de obtenção a preços econômicos. ê 4.1 - Classificação dos materiais para ferramentas de corte Basicamente, temos os seguintes grupos de materiais de corte : | e Aços carbono 1 A e Aços rápidos comuns? A oS[ 16, Aços rápidos com cobalto? e Ligas fundidasa- | e Carbonetos sinterizados ( metal duro ) S l e Cerâmica o Es ] o] É e Diamantes ” a eia * Niireto de boro cristalino cúbico ( CBN ) 8 Ê 42-Aças carbono é São aços com teores de carbono de 0,8 a 1,5 %, Até 1900 eram praticamente os únicos aços utilizados para ferramentas de corte. Com o aparecimento dos aços rápidos, seu emprego como ferramenta de corte, reduziu-se a poucas aplicações secundárias. O principal inconveniente dos aços carbonc é o fato de. perderem a sua dureza e, portanto, sua. habilidade de operarem a como ferramentas de corte, emitemperaturas relativamente baixas, em torno de 250C/Por isso, os na usmagem de aços doces, fo padiam ser utilizados em velocidades de corte muito pequenas, f Cabos este extremamente limitante de suas aplicações. A rápidos comuns Ds (A principal ventagem dos laços rápidosygobre o bong é a manutenção da dureza até em torno de 520 a 600ºC, Isso. associ uma maior Tesistência à abrasão, DS Sr vet a sand Com um e maior vida dã Ieiramenta. Emis desvantagens do aço rápido comparado ao aço carbono, podemos considerar o custo mais legado = o tratamento térmico complexo, com temperaturas em torno de 1300ºC para a têmpera. Existem vários tipos de aços rápidos compostos, basicamente, por 0,6 a 1,6 % de C;3,5 a ES de Cr 7a 10%deW;4a9%deMo; 0923 %deV e 852 89%deFe. mm Tamgstênio - Sua principal ação é conferir dureza a quente, melhorando a resistência ao a desgaste; : Miniibdênio - E utilizado como substituto parcial do tungstênio. Melhora a característica de temperabilidade. » Namádio - Propicia aumento da eficiência de corte dos aços rápidos. o = Cromo - Juntamente com o carbono, é o principal responsável pela alta temperabilidade dos aços rápidos, tornando possivel seu endurecimento completo. Outro efeito do cromo é reduzir a oxidação. Ri os = Cobalto - Possibilita altas temperaturas de têmpera e tem como principal efeito, aumentar a dureza a quente melhorando a eficiência do corte. =. prod =: = pe o no sa o o são ao e ss a JD -— Peme s “RE YIMT cros SD - Demuntinçens na aplicação da cerâmica - a = — [mia = Mirante: Ezesbiiade ( cerâmica óxida ), o que à torna deficiente na usinagem interrompida, em ERQUIAS pouco rígidas, grandes balanços das ferramentas e vibrações; = Condutibilidade térmica muito baixa, o que a toma sensível à variações bruscas de temperatura; e Baixa tenacidade; * Maior potência requerida. As ferramentas cerâmicas têm sido usadas com sucesso no acabamento e desbaste de ferro fundido com dureza Brinell superior a 180 Kgmm?, ff coquilhado com até 500 Kg/nm” e ainda Para O torneamento de aço temperado com dureza de até 60 HRc. Também são próprias para a usinagem de materiais que apresentam forte efeito abrasivo, como plástico, grafite, ebonite Na realidade quase todos os materiais podem ser usinados com cerâmica, com as seguintes exceções : - Alumínio, que reage quimicamente com o AbOs; - Ligas de titânio com alto teor de níquel e materiais resistentes ao calor, pela tendência a Teações quimicas; - Magnésio, berílio e zircônio, que são inflamáveis na temperatura de trabalho da cerâmica. 463 - Cerâmicas mistas od Possuem, ao contrário das cerâmicas óxidas puras, menos de 90 % de AbO:, porém com adições de óxidos e carbonetos metálicos, especialmente de carboneto de titânio e também carboneto de tungstênio. Estes materiais são denominados /cermets ( cerâmi + inetal + São obtidas por prensagem à quente, o que produz uma estrutura partida mais fechada do que no caso de cerâmica pura. São em geral de cor preta, Caracteristicas dos cermeis : - Elevada dureza, maior tenacidade e resistência a impactos, ao desgaste do gume e à formação dé crateras. ÃO contrário dos materiais oxi-cerâmicos, os cermets são condutores elétricos, têm razoável condutividade térmica e são menos frágeis e menos sueitos a trincas térmicas do que as cerâmicas puras. j A composição Sia Na ( nitreto de silício ) + aditivos, é considerada a mais nova geração de cerêmica, sendo conhecida por SIALON. Sua dureza à quente é ainda maior do que a das cerâmicas mistas e a resistência a choques térmicos aproxima-se dos carbonetos. O SIALON, sob à forma de pastilhas pretas, está superando as outras cerâmicas na usinagem em alta velocidade de ferro fundido e ligas de níquel. 4.7 - Nitreto de boro cristalina cúbico (CBN) Bo segundo material mais duro que se conheçe. Trata-se de um material sintético não. encontrado. na natureza. O CBN é quimicamente bem mais estável que o diamante ( até 2000ºC ) As pastilhas de CBN possuem, normalmente 0,5 mm de espessura, sendo geralmente fabricadas sobre uma base de metal duro e; são empregadas preferencialmente na usinagem de aços duros (45 a 65 HRc ) mesmo em condições difíceis, aços rápidos, ligas resistentes a altas temperaturas na base de níquel'e cobalto, aços temperados e ferro fundido coquilhado. Por sua boa resistência ao impacto, podem ser usadas em cortes severos, interrompidos e na remoção de cascas tenazes, abrasivas € irregulares de peças fundidas e forjadas é peças de ferro fundido coquilhado. Pode-se obter rugosidades próximas de 1um, dispensando a retificação. Fig. 3 - Pastilhas de CBN e 0 *8 - Diamantes É o material mais duro conhecido; Subdividem- -se em naturais e sintéticos e amhos podera ser monocristalino ou policristalino. A usinagem do aço e de outros materiais ferrosos com ferramentas de diamante, em decprrência da afinidade do ferro ao carbono, não é possível. O diamente se transforma em grafita na região de contato entre a ferramenta e a peça, em função das elevadas temperaturas nesta região, e o grafite, por sua vez, reage com o ferro. Em consegiência disso ocorre um rápido desgaste do gume, tanto na ferramenta monocristalina como na policristalina. pe MAM Tora co Ferramentas de diamante monocristalino são especialmente indicadas na usinagem de metais leves, bronze, latão, cobre, ligas de estanho, borraçha dura e mole, vidro, plástico e pedras, (0) diamante permite, Obter uma elevada precisão de medidas e acabamento brilhante, se semelhante. m/min já foi experimentada com sucesso. Não se recomendam velocidades nnbres a 106 gi, Os avanços são usualmente de 0,02 mm/rot. a 0,06 mm/rat. e as profundidades de corte de 0,01 a 0,2 mm, podendo chegar até a 1,0 mm. pPoma Sr Gu am is drug As ferramentas de diamante policristalino ( diamante sintético ) possuem propriedades semelhantes ao diamante natural e têm aplicações na usinagem de materiais não ferrosos ( cobre, latão, bronze, estanho 6 ligas de alumínio com silício ), diversos plásticos, fibras reforçadas de vidro, carbono ou outros materiais, revestimentos de freios e de embreagens, borracha abrasiva, carvão, grafite e metal duro pré-sinterizado. - Carbonetos sinterizados ( metal duro ) São materiais sinterizados constituídos de um ligante nos quais temos embutidos os metais duros ( carbonetos ). A função do ligante é constituir a ligação dos carbonetos frágeis, formando um corpo relativamente resistente, entretanto os carbonetos fornecem alta dureza € a resistência ao desgaste. Em sua composição original participa somente o carboneto de tungstênio, tendo como ligante o cobalto. Foram empregadas a princípio com extraordinário sucesso na usinagem de ferro fundido e materiais não ferrosos, mas com resultados: medíocres na maioria das operações de trabalho com aço em função do forte atrito entre ferramenta e cavaco., Atualmente são usados como; componentes dos metais duros º WC - O carbaneto de tungstênio é solúvel no cobalto, resultando em alta resistência de ligação interna e possui alta resistência à abrasão; e TIC - Os carbonetos de titânio possuem baixo coeficiente de atrito e baixa condutividade térmica, porém metais duros com alto teor de TIC são frágeis devido a redução da resistência das ligações internas; e TaC - Em pequenas percentagens, o carboneto de tântalo atua no sentido de diminuir o tamanho dos grãos, melhorando assim a tenacidade e a resistência dos cantos. NbC - O carboneto de nióbio tem efeito semelhante ao Ta€; e TIN - O nitreto de titânio é quimicamente mais estável e apresenta menor difusão ( reage menos o material da peça com o material da ferramenta ); AbO; - O óxido de alumínio apresenta elevada dureza a quente e estabilidade química. TICN - O revestimento com carbonitreto de titânio combina as boas caracteristicas de resistência ao desgaste por abrasão das superfícies de saída do TiC, com a resistência a oxidação e formação de crateras do TIN. / 4.9.3 - Pastilhas Intercambiáveis A norma. 1SO para dimensão e tipo das pastilhas intercambiáveis, usa um código composto de quatro letras e três grupos de dois algarismos cada. Exempio: FNMG 16 04 08 1º letra - Formato da pastilha ( T = triangular ) 2º letra - Ângulo de incidência (N = 0º) 3º letra - Tolerâncias da pastilha (M = + 0,05 a 0,2 no formato e + 0,13 mm na espessura ) 4º letra - Formato da superficie ( G = com furo cilíndrico e quebra cavacos em ambos os lados ) 1º grupo de números - Comprimento nominal da aresta de corte ( 16 = 16 mm j 2º grupo de números - Espessura nominal (04 = 4 mm ) 3º grupo de números - Raio de ponta da pastilha (08 = 0,8 mm ) 4.9.4 -Suportes Intercambiáveis A norma [SO para dimensão e tipo de porta-ferramenta ( torneamento externo ), utiliza um código composto de 6 letras e 3 grupos de 2 algarismos. Exemplo: PTINR 2020 K16 1º letra - Sistema de fixação ( P = fixação pelo furo ) 2 letra - Forma do inserto ( T = triangular ) 3º letra - Tipo de suporte / ângulo de posição ( J = 93º) 4º letra - Ângulo de incidência do inserto (N =0º) 5º letra - Direção de corte ( R = direita ) 1º grupo de números - Altura da haste (20 mm ) po de números - Largura da haste ( 20 mm ) &º letra - Comprimento da ferramenta ( K = 125 mm ) 3º gmpo de mâmeros - Comprimento da aresta de corte ( 16 mm ) * Nos anexos desta apostila encontram-se os códigos ISO para escolha de pastilhas e suportes, tanto para torneamento externo, interno, ranhuras (canais) e rosqueamento, assim coma insertos para fresamento. po 5. DESGASTES E AVARIAS DE FERRAMENTAS EM TORNEAMENTO. O contato do gume di de corte da ferramenta com o-materi provoca un um processo -deídeso sgaste Qu avaria, afetando de maneira considerável a vida útil da ferramenta e, como consequência, aum: o os esforços de e cortey prejudicando o acabamento superficial da peça e influindo nas tolerândias dimensionais ap Durante o processo de cisalhamento do material pelo gume de corte, ficam caracterizadas duas zonas de contato entre a ferramenta e a peça (Fig. 5). 08 LN? Wo | que está sendo usinado, 2? zqna de contato i£zona de contato Fig. 5 - Zonas de contato entre ferramenta e peça o 14 À primeira zona de contato situa-se entre o flanco (superficie de incidência) da ferramenta e a peça, ocorrendo aí um processo abrasivo resultando no desgaste do flanco da ferramenta, denominado como desgaste de flanco. A segunda zona de contato está situada na face (superfície de saída) da ferramenta, onde ocorre o escoamento do cavaco que foi cisalhado pelo gume de corte. Nesta região da ferramenta, o atrito ocasionado provoca o desgaste chamado de craterização. 5.1 - Tipos de desgastes e avarias no processo de torneamento Desgaste de flanco ou frontal Craterização Trincas térmicas Gume postiço de corte Fig. 6 - Tipos de desgastes e avarias 009000000000000: AAA LILLE LL LL LL dd LA AAA AAA 6. PROCESSO DE FORMAÇÃO DO CA VACO 6.1 - Fases da formação do cavaco (Fig. 7) a) Recalque ou encalcamento do material, ES pTenc ai pefeço 00 brsioro K ; b) Surgimento de uma fissura a frente do gume “ rramenta ( baixa velocidade de corte) Fed ie 4,4 É e) Ruptura parcial ou completa na região de cisalhamento; d) Escorregamento do cavaco sobre a face da ferramenta; e) Deslizamento do cavaco afastando-se da face da ferramenta. a Fai ço E CM L ae a ano Co rtapo PESE eo € Fig. 7 - Fases da formação do cavaco RE o gravo 4 O, LOIRE e ca " ne q case 5.2 - Mecanismo da formação de cavacos E fas pr PAS Deo a voí b A O mecanismo da formação de cavacos foi filmado diversas vezes, porém apenas com velocidades de corte baixas. E; 1954, na Suíça, E. Bickel do Instituto de Máquinas Operatrizes de Zurique, conseguiu filmar a formação: do cavaco com velocidades de corte mais altas, correspondentes às condições no tia, de trabalho..Foi utilizada uma câmara filmadora de alta velocidade, construída depeciiodie parãá pesquisa, permitindo a filmagem dc 7500 quadros por segundo. Cada filmagem durou aproximadamente 0,9 segundos. Na figura 8 temos uma sequência extraída de um dos filmes, relativa ao ensaio de um tubo de aço St 50.11 com ferramenta de aço rápido. A velocidade de corte foi de 20 m/min com avanço de 1,0 mm/rot. e profundidade de corte de 6,0 mm. e um elemento de cavaco. As superfícies hachuriadas não são Fig. 8 - Esquemas da formação d faces laterais de elementos de cavaco rasgados e deformados. superfícies de corte, mas Tipos de cavacos Os cavacos são classificados em 3 tipos ( Fig. 9 >: =) Cavaco contínuo ( cavaco plástico ) - Forma-se na usinagem de materiais dúteis e homogêncos neguero e médio avanço, assim como em materiais tenazés altamente. deforrnáveis com Eis angulo de selda 6 EE Vel grande ângulo de saida e alta velocidade de corte, Y by Cavaco de cisalhamento ( cavaco cortado ) - Forma-se na; usinagem de materiais. tenazos empregando-se grandes : avanços, baixas velocidades de corte : e ângulo de saída pequeno. MLLSSLLLIIILILDI IL Forma-se na usinagem de imateriais frágeis ou de latão, bronze, etc ), com ângulo de saida pequeno c) Cavaco de rupjura ( cavaco arrancado ) - estrutura heterogênea ( ferro fundido cinzento, ou rulo e baixa velocidade de corte. , MLLLLLALA + O aguais as L-bos To urscoy A Romateniah ArbuLcne S5iDA PeroenalDe D6 cole A Jan ço. LL114144 4 = I9 4 emenação dos chamados quebrz-covacos na face (superficie de saída) da ferramenta (memo albier os cavacos helicoidais e em pedaços Os cavacos são deformados plástica e elusnamente =iravês do quebra-cavaco, e este somente terá Ótimo efeito quando suas dimensões miEmlimesem uma proporção determinada com a espessura do cavaco. 651-Tipos de quebra-cavacos a) Usinado > Aquele retificado sobre a face da ferramenta ( Fig. 11); its) ML RI 00 Eli [1 -- Queira açao LA b) Postiço => Aquele fixado sobre a ferramenta e que permite variar a distância entre o gume de corte e o quebra-cavaco (fFig. 129); Fig. 12 - Quebra-cavacos postiços (FA c) Sinterizado => Atualmente os mais comuns em função do emprego generalizado de pastilhas intercambiáveis para a usinagem em geral. Os quebra-cavacos são sinterizados juntamente com as insertos e possuem as mais variadas formas e tipos. Os diversos fabricantes de pastilhas como Seco, Sandvik Coromant, Iscar, Mitsubishi Carbide, Valenite, Brassinter e outros, estão continuamente desenvolvendo pesquisas sobre novas geometrias de quebra-cavacos e apresentam ao mercado uma enorme gama de tipos, em Fig. 13 - Quebra-cavacos sinterizados 0 20200000000204980205 000 0000000000 0000885 so e Si E a * € : Peso milenar? g 66-€, nº Transforma o * ” Entende-se por 1 volumétrico de cavaco a relação entre o peso de um Mm Setesminado jrolume de Cavacose ojpeso do mesmo ial, nã E | cavaco O cócicente volumétrico de cavaco serve y ão do cavaco é boa ou ruim. coeficiente volumétrico de cavaco (OD) P= peso do cavaco (gramas ) V= volume ocupado pelo cavaco Cem”) Y= peso específico do material do cavaco (g/em”) Para um valor de G) de 5 a 20 % pode-se considerar u segular e de 20 à 35% ma formação de cavaços apenas uma muito boa formação de cavacos. Pode-se provocar à mudança de forma do Cavaco, basicamente, através da : 2) Alteração das condições de usinagem: » 2 RoTaoo, avanço, Pro Eh lidização de ferramentas com quebra-cavaco. E Se/ À ! O da capacidade de quebra aco,fpara materiais não demasiadamente Eemazes pode ser obi ves da deformação do cav. ção do ângu velores Hegativos; Ammento da espessura de corte e diminuição da velocidade de corte. e Entretanto, deve ser evita da tanto quanto possível, a mudança das condições de usinagem? as e de cone e o avanço deve lo de saída e de inclinação da ferramenta ou q emprego de ambos com E podendo ocasionar vibrações na ferramenta. De 6.7 - Dimensões e seção do cavaco 6.7.1 - Dimensões do cavaco O movimento de corte, avanço e de que o avanço, a largura maior do que a profundidade de corte e o comprimento menor do que o espaço percorrido pela ferramenta ou peça ( velocidade de corte ). 6.7.2 - Seção do cavaco aco no plano de cisalhamento, firavésdas alterações É | Ê f é - Here, m obedecer as condições económicas de usinageme os E É ângulos negativos de saída e de inclinação, quando exagerados, aumentam a força de corte, Eidos Os. “Re : PE Sa pair am o O IN E