Proceedings
of The
South
African
Sugar
Technologists'
Association
-June
1987
SYRUP
CLARIFICA
liON
IN
RAW
SUGAR
MILLS
By P. W. Rein, and M. G. S. Cox
Tongaat-Hulett
Sugar
Limited,
La
Lucia
and G. Montocchio
Tongaat-Hulett
Sugar
Limited,
Felixton
Abstract
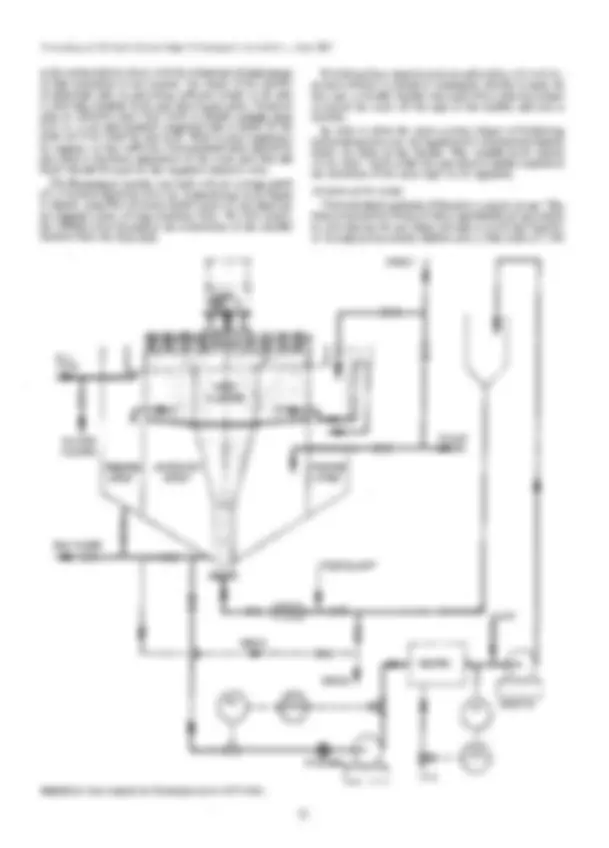
The results of a laboratory investigation into clarification
of syrup by flotation are described, as wellas a comprehen-
sive test programme on a full-scale unit installed subse-
quently at Empangeni mill. The benefitsto be achieved from
syrup clarificationhave been established. Factorsinfluencing
the performance of syrup clarification are described, which
have proved useful in the design of further full-scale units.
Preliminary results from a syrup clarifierinstalled at the new
Felixton mill are given.
Introduction
The mill at Empangeni always suffered from poor cane
quality. This led to extreme difficulty in producing VHP
quality sugarand to highlyviscousmassecuites, whichmeant
that exhaustion of final molasses was also poor. Juice clar-
ification was generally poor, and although some additional
processes such as high pH liming and sulphitation were
looked at in the laboratory, there was an understandable
reluctance to make the processing sequence any more com-
plicated or more expensive.
Clarification of syrup by settling is not possible because
of the high density and viscosity ofsyrup. However, flotation
clarification is a well-established process in both sugar re-
fining
and water treatment. In this process, very
fine
sus-
pended matter which will not settle can be floated
off.
The
mechanism involves physical capture of the air bubbles
within the
floes
and intramolecular attractions across the
air/liquid interface. Scum can be floated off with bubbles in
the clarifier. The degree of separation achieved depends on
the surface properties of the solid particles.I
Considerable work was done in South Africaon flotation
clarification of juice, both under vacuum and under atmos-
pheric conditions. The process showed some considerable
promise and results were reported by the Sugar Milling Re-
search Institute (SMRI).2However, the scum formed was
apparently not as stableas that obtained in syrup clarification.
In 1974,a Tate &Lyle syrup clarification processwas put
into operation at Noodsberg. This showed that the process
led to an improvement in sugar quality and a reduction in
massecuiteviscosity, but no boiling house improvement was
evident.3Since sugarquality was not a concern at Noodsberg
at that time, this process was discontinued. Similar results
were obtained at Belle Vue sugar mill in Mauritius.' Sugar
quality was improved and the
effect
on the downstream re-
finery
processwasextremelymarked. Massecuites werefound
to be less viscous and easier to cure, but they were not able
to show the benefit of the process on
final
molassespurities.
They reported that the process led to a small increase of 5 %
in colour, but a reduction in turbidity of the syrup of 67%.
Following the work done on a syrupclarifierin Honokaa,
Hawaii,' it appears that flotation clarification can be oper-
ated without the addition of phosphoric acid. This reduces
considerably the cost of the process and it was decided to
look at this in the laboratory.
22
A comprehensive laboratory investigation was under-
taken, which showed very promising results as regards tur-
bidity removal and viscosity reduction. This laboratory
investigation established some of the design parameters nec-
essary for the design of a full-scale unit. This was subse-
quently put in at Empangeni and operated for two years
before the mill was closed down. During this period, the
syrup clarifier showed significant benefits as regards sugar
quality and massecuite viscosity. Subsequently, when the
new Felixton mill was built, a syrup clarifier was installed
there as
well.
Operating experience at both Empangeni and
Felixton has given a better insight into the process and has
enabled it to be optimised.
Results
of
laboratory
work
A laboratory test was devised which involved rapid stir-
ring of syrup in a water bath at 85'C for 3 minutes. The
stirring arrangement was such that air was entrained into
the syrup to saturate it with air. Polyelectrolyte was added
and the syrup was then left standing for 20 minutes.
It
was found that turbidity reductions of 80 to 90 %could
be consistently obtained. The measurement of turbidity in
syrup was found to be affected by a number of different
factors, including brix of the solution being measured. The
method in the laboratory manual for South African sugar
factories was found to be unacceptably sensitive to small
changes in pH. Therefore the procedure given in Appendix
1 was developed and used in this work.
Since the initial series of tests were carried out, a large
number oflaboratory tests have been carriedout on a variety
of syrups from a number of factories in South Africa and
Zimbabwe. Some slight variations in turbidity removal are
noted, due probably to the different natures of the particulate
material. Nevertheless, turbidity removals have always been
in the range of 80 to 95
%.
These laboratory trials, however, showed that there was
no significant purity improvement and that the amount of
ash removed was very small. In addition, no improvement
in syrup colour was measured.
These tests were done without the addition of phosphoric
acid and lime. The
effect
of these additional chemicals on
turbidity removal was investigated in detail. Results are
shown in Table 1, but the general conclusion is that the
addition of phosphate and lime did not improve removal
of impurities or colour and actually gave worse turbidity
removal. This indicated clearly that the simple clarification
without the addition of any additional chemicals, other than
polyelectrolyte, would be a viable proposition.
Laboratory trials showed the optimum flocculant dosage
to be around 10to 15 ppm. Theseresultsare shown in Figure
1, and indicate that any higher dosage
figures
do not make
any material improvement. No
effect
of different type of
polyelectrolytes was established initially. Later tests, how-
ever, showedthat Talosep A3and Separan gavebetter results
than Magnafloc
LT27.
In general, it has been found that the