Download lubricacion industrial and more Summaries Electrodynamics in PDF only on Docsity!
DISEÑO DE RUTINAS Y CARTAS DE LUBRICACION PARA LOS CENTROS
DE MECANIZADO CNC DE LA COMPAÑÍA GENERAL DE ACEROS S.A.
SUCURSAL AV. 68
DIEGO SEBASTIAN CALLEJAS JIMENEZ
FUNDACION UNIVERSITARIA LOS LIBERTADORES
FACULTAD DE INGENIERIA
PROGRAMA DE INGENIERIA MECÁNICA
BOGOTA D.C
DISEÑO DE RUTINAS Y CARTAS DE LUBRICACION PARA LOS CENTROS
DE MECANIZADO CNC DE LA COMPAÑÍA GENERAL DE ACEROS S.A.
SUCURSAL AV. 68
DIEGO SEBASTIAN CALLEJAS JIMENEZ
PASANTIA EMPRESARIAL PARA OPTAR EL TITULO DE INGENIERO
MECÁNICO
DIRECTOR DEL PROYECTO
CARLOS JULIO CARTAGENA LINARES
INGENIERO MECÁNICO
FUNDACION UNIVERSITARIA LOS LIBERTADORES
FACULTAD DE INGENIERIA
PROGRAMA DE INGENIERIA MECÁNICA
BOGOTA D.C
DEDICATORIA
A mi madre estar siempre en los mejores momentos de mí
vida, brindándome un apoyo incondicional, siendo mi
consejera, guía y fuente de motivación para todos los pasos que
doy en mi vida. Gracias por todas las enseñanzas y el amor
único de madre que me has brindado el cual es hoy en día la
mejor bendición que tengo para seguir adelante.
AGRADECIMIENTOS
A mi familia por ser un pilar fundamental para mi crecimiento diario, por siempre creer en mí y brindarme todo su apoyo incondicional el cual es primordial para seguir con cada paso y logro que he alcanzado a lo largo de mi vida.
A mis compañeros de clases los cuales a lo largo de estos años como estudiante me brindaron su confianza y apoyo para poder cumplir mis metas y objetivos a lo largo de la carrera profesional.
Al departamento de mantenimiento de la Compañía General de Aceros S.A. por brindarme la oportunidad de desarrollar este proyecto de grado, afianzando en mi fortalezas para mi vida personal y profesional.
- INTRODUCCION............................................................................................. Pág.
- PRESENTACION DE LA COMPAÑÍA GENERAL DE ACEROS S.A.
- PLANTEAMIENTO DEL PROBLEMA
- 3.1. DESCRIPCION DEL PROBLEMA
- 3.2. DEFINICION DEL PROBLEMA
- 3.4. PREGUNTAS DE INVESTIGACION
- 5.1. GENERAL
- 5.2. ESPECIFICOS..............................................................................................
- MARCO REFERENCIAL
- 6.1. MARCO TEÓRICO
- 6.2. MARCO CONCEPTUAL
- 6.2.1. ¿Qué es mantenimiento?
- 6.2.2. ¿Qué es lubricación?
- 6.2.3. ¿Qué es lubricante?
- 6.2.4. ¿Qué es un aceite?
- 6.2.5. ¿Qué es una grasa?
- 6.2.6. ¿Cómo se denominan los aceites?
- 6.2.7. ¿Qué es fricción?.....................................................................................
- 6.2.8. ¿Qué es desgaste?
- 6.2.9. Plan de lubricación preventivo en planta
- 6.2.9.1. ¿Qué es una carta de lubricación?
- 6.2.9.2. ¿Qué es una rutina de lubricación?
- 6.2.10. Definición de lubricación industrial...........................................................
- 6.2.11. Métodos y sistemas de lubricación
- 6.2.11.1. Lubricación manual...............................................................................
- 6.2.11.2. Lubricación por salpique
- 6.2.11.3. Lubricación por baño
- 6.2.11.4. Lubricación por circulación
- 6.2.12. Factores a tener en cuenta para la selección de un lubricante
- 6.2.13. ¿Cómo lograr la correcta lubricación?
- 6.2.14. Identificación para los lubricantes
- 6.2.14.1. Código internacional de colores para identificación de lubricantes.......
- 6.2.14.2. Símbolos geométricos para identificar frecuencias de lubricación........
- 6.3. MARCO NORMATIVO..................................................................................
- 6.3.1. PROPIEDADES FISICAS
- 6.3.2. PROPIEDADES TERMICAS
- 6.3.3. PROPIEDADES QUIMICAS
- 6.3.4. PROPIEDADES SUPERFICIALES..........................................................
- 6.3.5. CARACTERISTICAS FISICO-QUIMICAS DE LAS GRASAS
- 6.4. ESTADO ACTUAL
- 6.4.1. Almacenamiento y manipulación
- 6.4.2. Disposición ambiental de los lubricantes
- 6.4.3. Lubricantes actualmente utilizados
- 7.1. PLANES DE MEJORA PARA LA LUBRICACION EN PLANTA
- 7.2. AUDITORIA AL CUARTO DE LUBRICANTES
- 7.2.1. Tambores y contenedores
- 7.2.2. Pequeños paquetes y grasas
- 7.2.3. Inventario
- 7.2.4. Programa de gestión
- 7.2.5. Prácticas de seguridad/ medio ambiente
- 7.2.6. Auxiliares
- RUTINAS DE LUBRICACION 7.3. CAPACITACION AL PERSONAL TECNICO EN EL MANEJO DE CARTAS Y
- CONCLUSIONES.
- REFERENCIAS
- ANEXOS
LISTA DE FIGURAS
Pág.
Figura 1. Lubricación manual. ................................................................................ 32
Figura 2. Lubricación por salpique……………………………………………………. 33
Figura 3. Lubricación por Baño. ............................................................................. 34
Figura 4. Lubricación de Circulación por gravedad. ............................................... 36
Figura 5. Lubricación de Circulación por Presión................................................... 37
Figura 6. Lubricación de Circulación centralizada por Presión. ............................. 38
Figura 7. Ejemplo para la identificación de los contenedores de lubricantes. ........ 43
Figura 8. Almacenamiento actual de contenedores de aceite de 55 galones. ....... 48
Figura 9. Almacenamiento de bidones de aceite de 5 galones…………………..... 48
Figura 10. Contenedor para la disposición final de los aceites usados. ................. 49
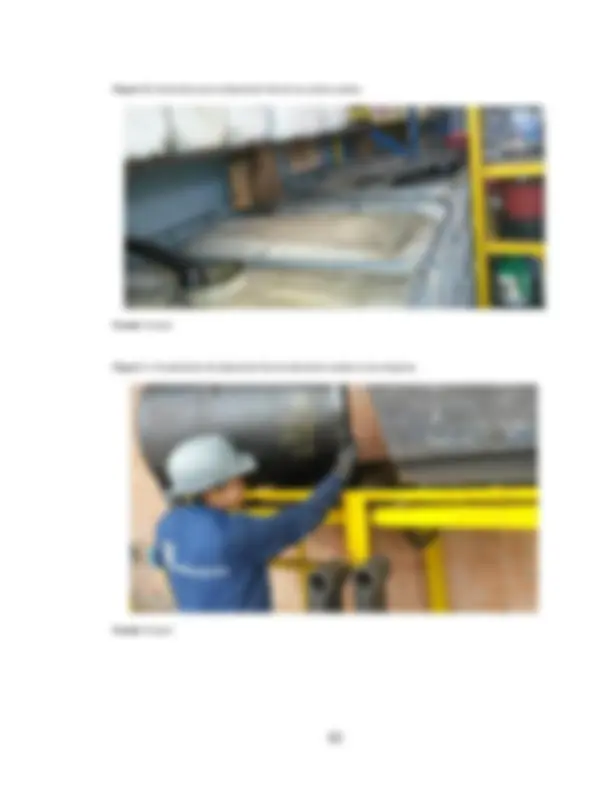
Figura 11. Procedimiento de disposición final de lubricantes usados en las máquinas. ........................................................................................................... 50
Figura 12. Capacitación para técnicos de mantenimiento en el manejo del código internacional de lubricantes para identificación de lubricantes. .......................... 56
Figura 13. Capacitación en campo para técnicos de mantenimiento en el manejo de cartas y rutinas de lubricación. ...................................................................... 57
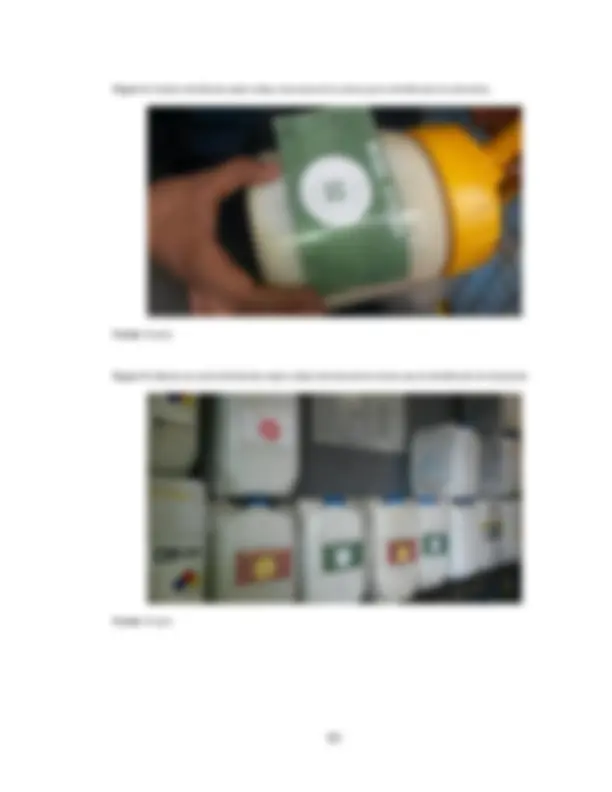
Figura 14. Aceitera identificada según código internacional de colores para la identificación de lubricantes ............................................................................... 58
Figura 15. Bidones de aceite identificados según código internacional de colores para la identificación de lubricantes ................................................................... 58
Figura 16. Aceiteras y pequeños contenedores de lubricantes identificados según código internacional de colores para la identificación de lubricantes ................. 59
Figura 17. Diseño típico de un cuarto auxiliar de lubricantes ................................. 60
Figura 18. Formato de carta de lubricación establecido ........................................ 66
LISTA DE TABLAS
Pág.
Tabla 1. Regla practica para la selección aproximada de la viscosidad de un aceite ........................................................................................................................... 39
Tabla 2. Código internacional de colores para identificación de lubricantes. ......... 41
Tabla 3. Símbolos geométricos para especificación de frecuencias de lubricación. ........................................................................................................................... 45
Tabla 4. Lubricantes utilizados en Compañía General de Aceros, Sucursal AV. 68. ........................................................................................................................... 51
Tabla 5. Numeral y descripción del diseño típico de un cuarto auxiliar de lubricantes .......................................................................................................... 60
Tabla 6. Tabla de resultados en el análisis predictivo de aceites .......................... 62
Tabla 7. Tabla de inspección para la lubricación. Adjunta en la carta de lubricación. ........................................................................................................................... 65
Tabla 8. Tabla de inspección para la rutina de lubricación. Adjunta en la rutina de lubricación. ......................................................................................................... 68
Tabla 9. Rentabilidad manifestada por acciones correctivas en lubricación. ......... 75
Tabla 10. Vista detallada de gasto semanal en lubricantes ................................... 77
Tabla 11. Costos estimados para la implementación del proyecto ........................ 78
1. INTRODUCCION
El presente proyecto tiene como finalidad contribuir de manera eficaz en las labores diarias que se desarrollan en planta para el mantenimiento y sostenibilidad de la maquinaria CNC de la Compañía General de Aceros S.A., sucursal Av. 68 Bogotá, con la premisa que el funcionamiento óptimo de los equipos permite calidad en los productos, reduce el impacto ambiental generado y asegura los equipos con el fin de reducir riesgos en la operación de los mismos.
Este documento da a conocer una presentación general de la empresa, su misión, visión y valores centrales; enseguida da a entender la descripción del problema, definición y preguntas de investigación, se presenta la justificación y objetivos que se buscan con el desarrollo del proyecto. Se presenta un marco teórico que comprende conceptos generales sobre mantenimiento y lubricación industrial; un marco normativo que corresponde a lubricantes y un marco referencial para saber el estado actual en el que se encuentran los planes de lubricación desarrollados en planta.
Finalmente se expone el desarrollo de las contribuciones y mejoras desarrolladas en planta para la óptima lubricación en los equipos, abarcando el resultado del proyecto, cartas y rutinas de lubricación para los centros de mecanizado CNC. Y para concluir se muestran las conclusiones donde se distinguen los logros realizados en el proyecto según los objetivos planteados en el proyecto.
Respaldo: Preocuparse por resolver las necesidades de sus clientes y siempre entregar la solución requerida.
Solidaridad: Ser solidarios con sus compañeros de trabajo y apoyarse cuando se necesita.
3. PLANTEAMIENTO DEL PROBLEMA
3.1. DESCRIPCION DEL PROBLEMA
Para la Compañía General de Aceros S.A., es importe alcanzar los más altos estándares de calidad, seguridad industrial y compromiso ambiental. Fundamentándose en esto, el departamento de mantenimiento busca el mejoramiento continuo en sus equipos y evitar el menor número de paros posibles por averías. Los centros de mecanizado CNC ocupan un lugar sustancial de la producción en planta, donde se centra la mayor parte de la actividad económica en esta sucursal.
En estos momentos la sucursal Av. 68 en Bogotá, no cuenta con rutinas y cartas de lubricación para los centros de mecanizado CNC, lo cual representa un inconveniente ya que no se tienen presentes agentes relacionados con el deterioro de elementos mecánicos, la vida útil de los mismos, periodicidades de lubricación en sistemas y mecanismos, cambios de lubricantes y adecuadas prácticas para evitar confusiones o dar mal uso de los lubricantes.
3.2. DEFINICION DEL PROBLEMA
Con la inexistencia de rutinas y cartas de lubricación para los centros de mecanizado CNC, hace necesario evaluar a partir de su estado actual el impacto positivo que puede generar el diseño y futura implementación de las mismas, ya que se fortalecerían procedimientos de lubricación en las máquinas, se llevaría un mejor control y buenas prácticas para lubricar equipos en planta y se consideraran los efectos positivos que a largo plazo esto traería.
3.3. FORMULACION DEL PROBLEMA
¿Qué rutinas y cartas de lubricación son las apropiadas para satisfacer las necesidades de funcionamiento óptimo para cada centro de mecanizado CNC de la Compañía General de Aceros S.A?
4. JUSTIFICACIÓN
El departamento de mantenimiento en Compañía General de Aceros S. A., juega un papel importante en el conjunto de todo el funcionamiento de sí misma, ya que este garantiza el óptimo funcionamiento de los equipos y la vida útil de los mismos para así obtener altos estándares de calidad por los cuales la empresa se caracteriza. Dentro del mantenimiento se establecen pilares fundamentales para su principal caracterización como son: Garantizar que no se presenten accidentes con el grupo humano de la compañía, minimizar pérdidas materiales por defectos en la producción y asegurar el funcionamiento óptimo y adecuado de los equipos en planta.
Para la correcta realización de las rutinas y cartas de lubricación para los centros de mecanizado CNC, es importante reconocer factores que pueden afectar el desempeño de la maquinaria, identificar que cada equipo necesita de su mantenimiento peculiar y atiende a necesidades propias; además de inferir que se vería la mejora positiva en la información que se maneja por cada máquina y sujeto a esto las buenas prácticas para el departamento de mantenimiento tendrían mayor enriquecimiento.
El propósito por el cual se busca integrar un plan de lubricación para los centros de mecanizado CNC, obedece a que todo buen plan de mantenimiento debe conservar la vida útil de las máquinas, y la lubricación intensifica estas acciones, de tal manera en que se evita el desgaste por contacto entre superficies móviles, se previene la corrosión en los elementos metálicos, refrigera elementos que se encuentran en interacción, elimina impurezas en los sistemas, entre otros.
Junto con un plan rutinario establecido de lubricación y la identificación de los puntos a lubricar por cada uno de los quipos, se acrecentara la vida útil en estos, se reducirá el impacto ambiental al controlar los consumos y se intensificara la confiabilidad en el estado óptimo de la maquinaria.
5. OBJETIVOS
5.1. GENERAL
Diseñar las rutinas y cartas de lubricación que satisfagan las necesidades de funcionamiento óptimo para cada centro de mecanizado CNC de la Compañía General de Aceros S. A. sucursal Av. 68, Bogotá.
5.2. ESPECIFICOS
Detallar el estado actual de la lubricación en los centros de mecanizado CNC para así tener herramientas con las cuales favorecer el plan actual del mismo.
Precisar la importancia que tiene para el mantenimiento de los centros de mecanizado CNC la implementación de rutinas y cartas de lubricación.
Concertar la mejor manera de realizar el diseño de las cartas y rutinas de lubricación que satisfagan las necesidades para cada uno de los centros de mecanizado CNC.
Identificar el beneficio que recibe el departamento de mantenimiento y por ende la compañía con la implementación de las rutinas y cartas de lubricación para los centros de mecanizado CNC.
Determinar los factores de mantenimiento que deben tenerse en cuenta para la generación de las cartas y rutinas de lubricación para los centros de mecanizado CNC.